Thick plate welding: Overcoming the problems of insufficient penetration and deformation
In the welding of heavy structural parts such as frames for engineering machinery and pressure vessels, the welding quality of thick plates above 10mm directly determines the service life of the product. The traditional single-wire submerged arc welding has two major bottlenecks: one is the limited penetration, which requires at least 5 layers of welding for 30mm thick plates, and the insufficient penetration of each layer can easily lead to interlayer incomplete fusion; the other is the scattered heat input, and the deformation of the workpiece often exceeds 3mm/m after multi-layer welding, which requires additional correction process. When a crane factory produces 20mm thick frame beams, the welding time of a single weld seam reaches 8 minutes, and the deformation correction after welding takes 2 hours/piece, and the X-ray inspection qualified rate is only 68% due to porosity and slag inclusion problems.
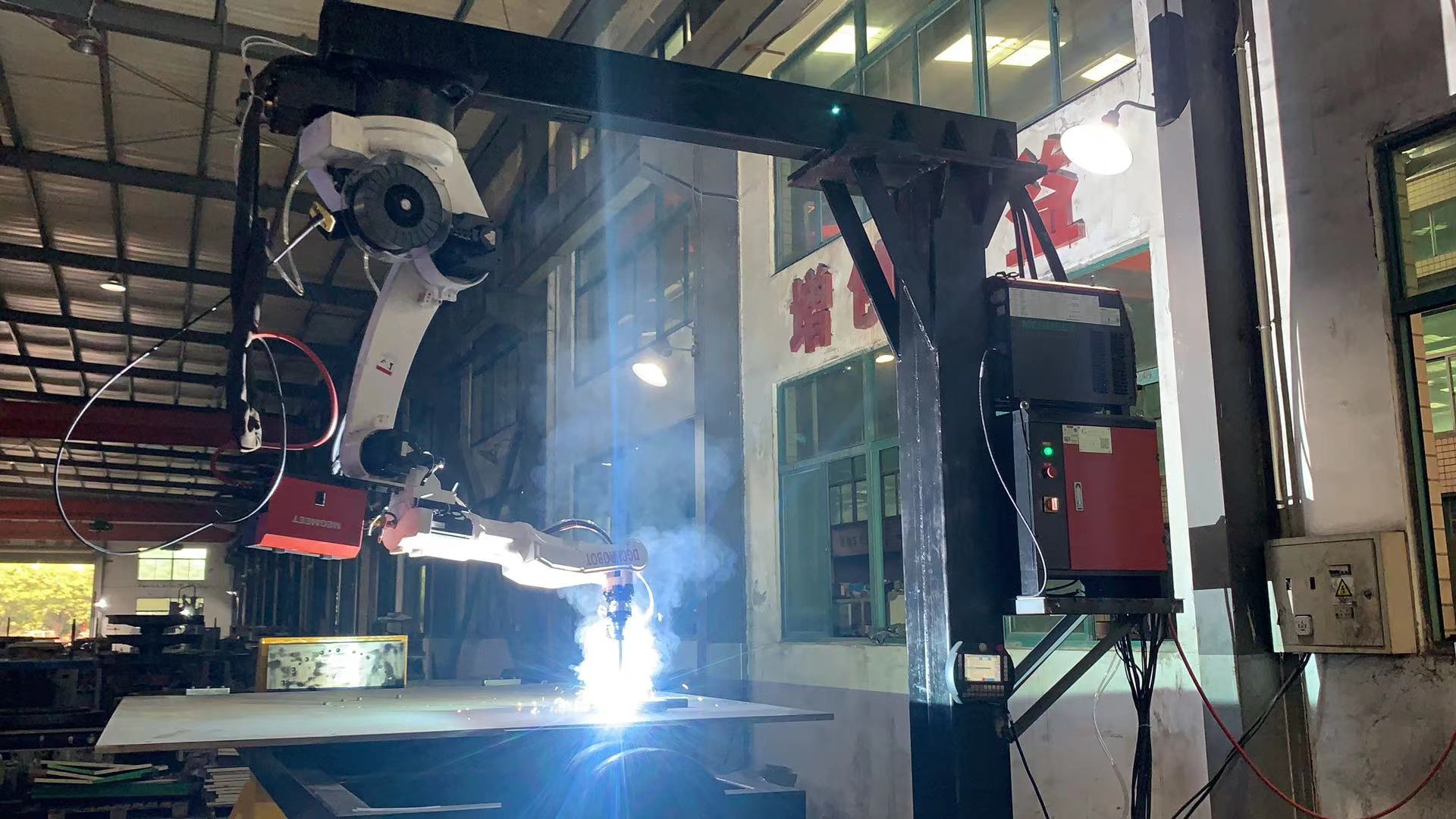
The morning Hong compound welding robot + the turntable combination directly hit these pain points. The front end uses a large current to melt the bottom, and the back end uses a pulse current to refine the grain, with a composite welding spacing of 8-12mm, forming a "melting + strengthening" composite melt pool. In combination with the turntable linkage function, the workpiece can be flipped to the ***welding angle, so that the melt pool is in a horizontal position, and the pores are more fully escaped under the action of gravity.
In terms of technical parameters, the welding efficiency reaches 20kg/h, which is 2.5 times that of single welding, and 2 layers of welding can be reduced for 20mm thick plates; through centralized heat input control, the width of the heat-affected zone (HAZ) is reduced to 3mm, and the deformation of the workpiece is controlled within 0.5mm/m. After the application of a pressure vessel enterprise, the welding time of the ring seam of the cylinder with a thickness of 30mm is shortened from 2 hours to 45 minutes, the qualified rate of X-ray testing is increased to 99%, and the flame correction process is eliminated, reducing the production cost of a single container by 1200 yuan.
In addition, the built-in inter-layer cleaning program of the system, combined with the vibration effect when the workpiece is flipped by the cam mechanism and the rotation cleaning of the robot welding gun, can remove 90% of the inter-layer slag, eliminating the carbon arc air cutting process and further improving efficiency.